



 Тел:
Тел:  E-mail:
E-mail:Steel grades, general information
Terms of delivery
Hot rolled sheet piles are supplied according to DIN EN 10248
Ū HP proof of conformity for steel sheet piles in accordance with Bauregelliste (list of relevant standards and specifications) A, Part 1
During production, a certified quality management system conforming to DIN EN ISO 9001 upholds a high standard of quality from the start of the process right through to the finished steel sheet piling
This is an essential precondition for the demanded8.5 mm and 6% for s > 8.5mm
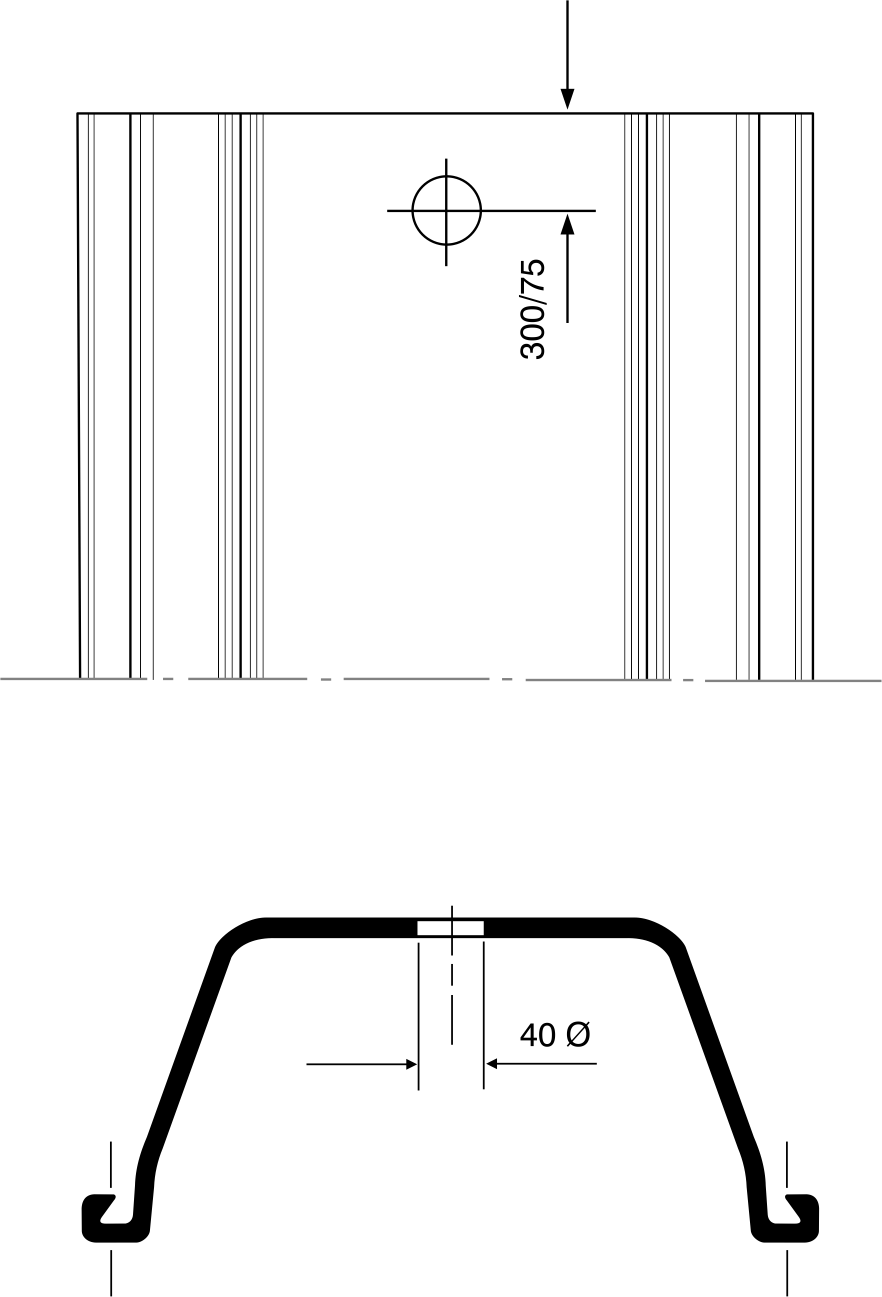
Handling holes and cramping/welding of LARSSEN sections
Handling holes can be made on request. Each pile back is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile ( to be stated when ordering)
The section moduli stated here for LARSSEN sections require the locking of the piles interlocks, either by factory cramping, factory welding or site welding.
The middle of interlocks of prefabricated double piles are cramped at intervals approx. 0.4 m, the middle interlocks of prefabricated triple piles are cramped at intervals approx. 0.8 m. Other intervals can be arranged on request.
The shear force absorption of each cramping point is 75 kN at the displacement of 5mm.
If for manufacturing reasons fabricated piles such as corner, junction and adapter piles cannot be cramped, they are welded at both ends.
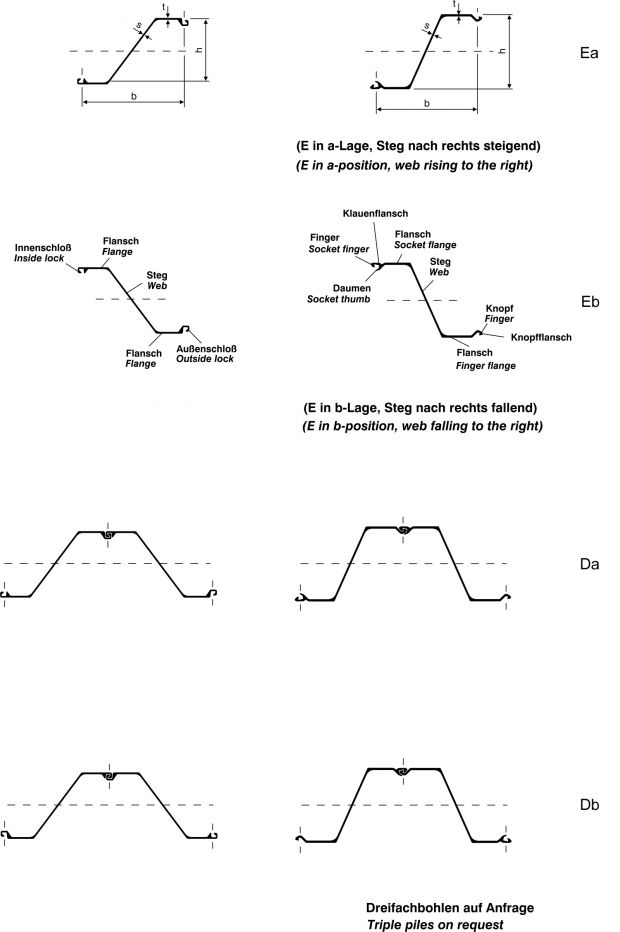
Available types of LARSSEN sections ( 20, 600 and 700 series )
.png)
.jpg)
To absorb the shear forces, it is necessary to lock the interlocks on the wall axis.
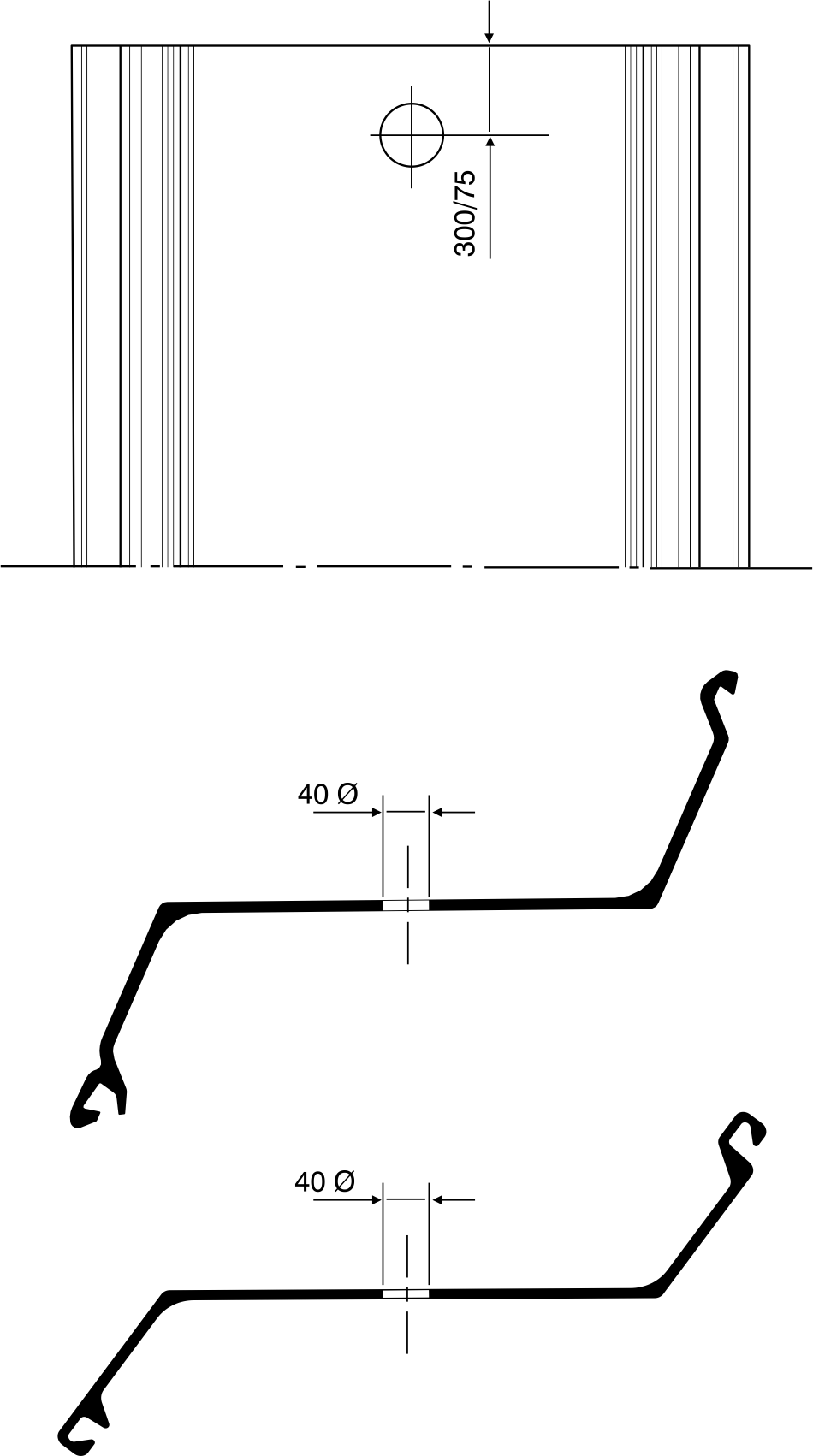
Handling holes and cramping/welding of HOESCH sections
Handling holes can be made on request. Each pile back is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile ( to be stated when ordering)
The section moduli of HOESCH sections do not require the locking of the piles interlocks.
On request, mill prefabricated composite piles are cramped for transport and handling purposes. The cramping points are placed at intervals of 2.40 meters.
If for manufacturing reasons fabricated piles such as corner, junction and adapter piles cannot be cramped, they are welded at both ends.
Available HOESCH sections
Tensile strength according to EN 1993-5
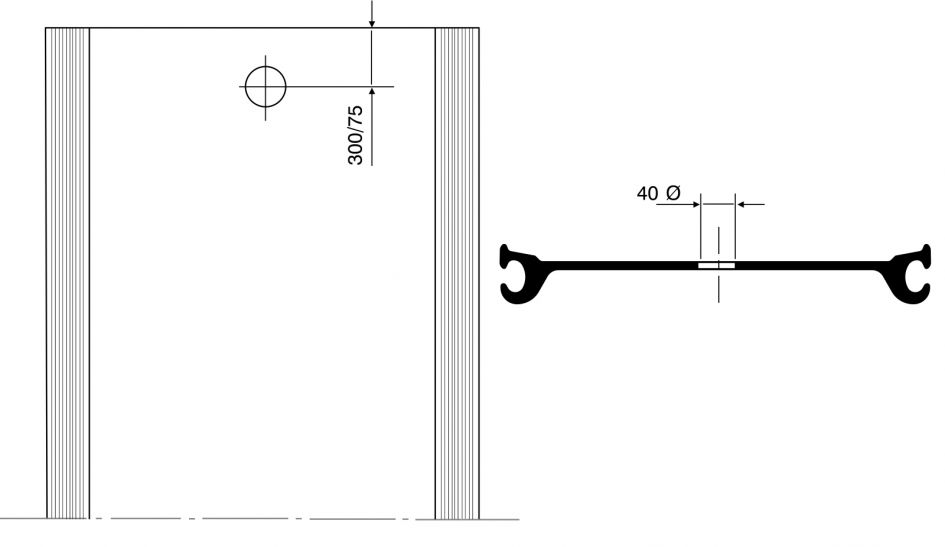
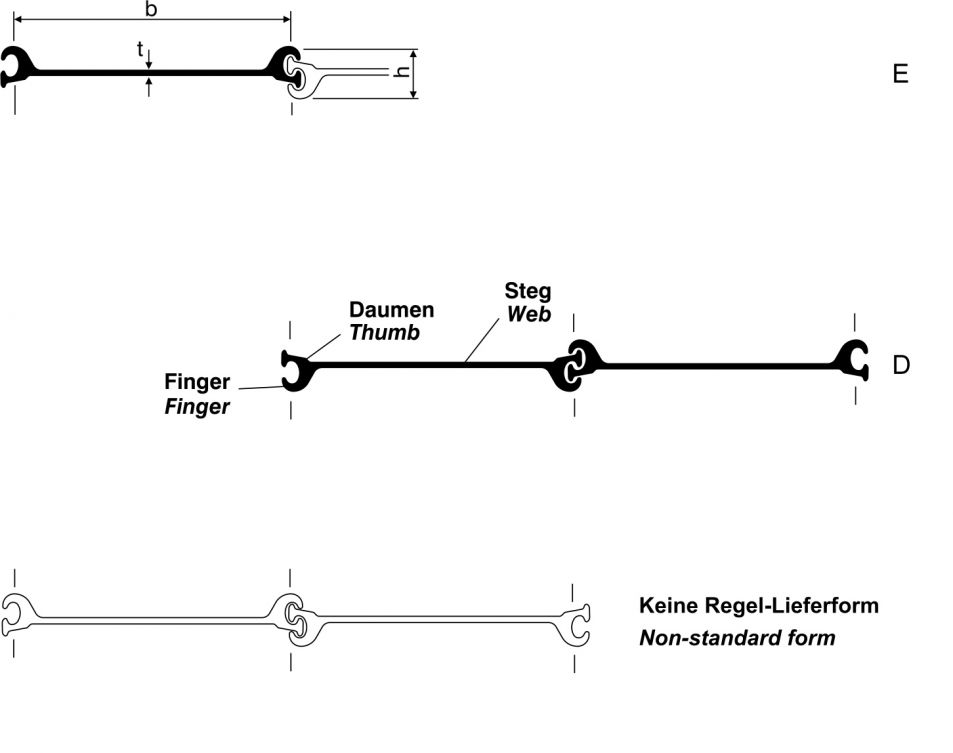
Handling holes and cramping/welding of UNION straight-web sections
Handling holes can be supplied on request. Each pile web is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile (to be stated when ordering). The double piles of UNION straight web sections are always supplied without cramping.
Available UNION straight-web sections
Hot rolled sheet piles are supplied according to DIN EN 10248
Ū HP proof of conformity for steel sheet piles in accordance with Bauregelliste (list of relevant standards and specifications) A, Part 1
During production, a certified quality management system conforming to DIN EN ISO 9001 upholds a high standard of quality from the start of the process right through to the finished steel sheet piling
This is an essential precondition for the demanded8.5 mm and 6% for s > 8.5mm
Handling holes and cramping/welding of LARSSEN sections
Handling holes can be made on request. Each pile back is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile ( to be stated when ordering)
The section moduli stated here for LARSSEN sections require the locking of the piles interlocks, either by factory cramping, factory welding or site welding.
The middle of interlocks of prefabricated double piles are cramped at intervals approx. 0.4 m, the middle interlocks of prefabricated triple piles are cramped at intervals approx. 0.8 m. Other intervals can be arranged on request.
The shear force absorption of each cramping point is 75 kN at the displacement of 5mm.
If for manufacturing reasons fabricated piles such as corner, junction and adapter piles cannot be cramped, they are welded at both ends.
Available types of LARSSEN sections ( 20, 600 and 700 series )
To absorb the shear forces, it is necessary to lock the interlocks on the wall axis.
Handling holes and cramping/welding of HOESCH sections
Handling holes can be made on request. Each pile back is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile ( to be stated when ordering)
The section moduli of HOESCH sections do not require the locking of the piles interlocks.
On request, mill prefabricated composite piles are cramped for transport and handling purposes. The cramping points are placed at intervals of 2.40 meters.
If for manufacturing reasons fabricated piles such as corner, junction and adapter piles cannot be cramped, they are welded at both ends.
Available HOESCH sections
Tensile strength according to EN 1993-5
| Web thickness |
S270GP | S355GP | S390GP | S430GP | StSp460 |
| mm | kN/m | kN/m | kN/m | kN/m | kN/m |
| 10.0 | 2700 | 3550 | 3900 | 4300 | 4600 |
| 11.0 | 2970 | 3910 | 4290 | 4730 | 5060 |
| 12.0 | 3240 | 4260 | 4680 | 5160 | 5520 |
| 12.7 | 3430 | 4510 | 4950 | 5460 | 5840 |
Handling holes and cramping/welding of UNION straight-web sections
Handling holes can be supplied on request. Each pile web is then provided with a hole as indicated in the drawing. The holes can be placed at a distance of 75 or 300 mm from the upper edge of the pile (to be stated when ordering). The double piles of UNION straight web sections are always supplied without cramping.
Available UNION straight-web sections
